冷間鍛造部品
冷間鍛造とは?
金型を用いて常温で金属などに力を加えて変形をさせ、目的の形状に成形する加工技術です。丸嘉工業では、パーツフォーマを用いて冷間鍛造を行っています。
丸嘉工業の冷間鍛造品は、ベアリング、パワーステアリング、トランスミッション、インフレータなど様々な自動車部品や農機具、自転車、草刈り機にも採用されています。近年は水素燃料電池車(FCV)にも採用され、環境対応車の普及にも貢献をしています。
冷間鍛造のメリットとは?
力を加えて変形をさせることで、金属の内部組織が緻密で均質になるため、引張強度、硬度などの機械的性質が改善されます。また、目的の形状に成形されることから、機械加工が省略でき、最小限の材料で加工可能なため、材料の節減につながっています。
パーツフォーマとは?
供給されたコイル材を一定寸法に切断して、複数の対向する【型】の間に運び、型と型で圧力を加えて、素材を形作る横型プレス機械で、約1秒に1個で生産することができる特徴を持っています。
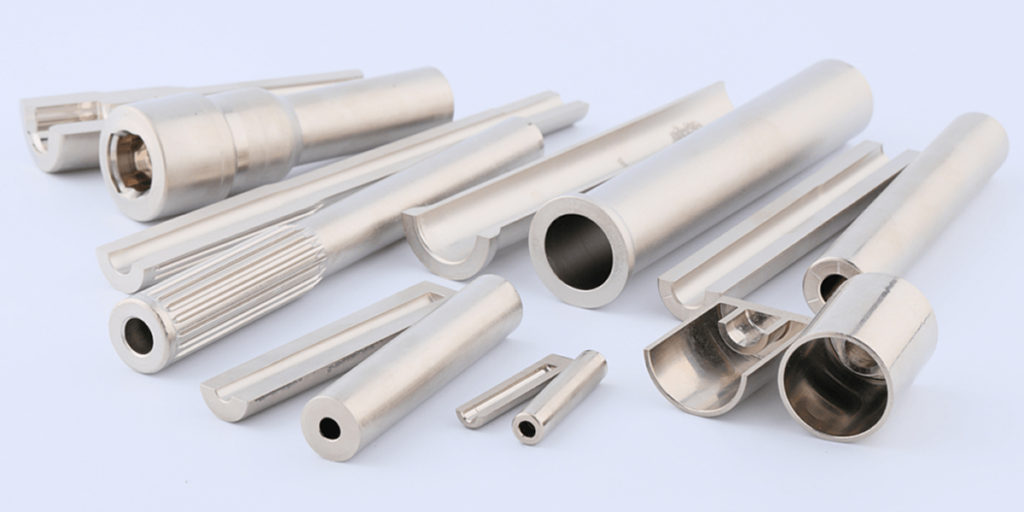
冷間鍛造素形材一覧
ベアリング向け (材質: SUJ2)
パワーステアリング向け (材質:炭素鋼S25C – S45C)
ソレノイドバルブ向け (材質 : ELCH2)
インフレータ向け (材質 : S15C)
農機具向け (材質 : ELCH2)
その他部品 (材質 : SCr420)
丸嘉工業の冷間鍛造の強みは?
丸嘉工業では、穴にこだわりを持って日々技術開発をしています。
特に超深穴冷間鍛造加工(特許取得済)という技術を保有し、L/D(穴径に対する深さの割合)=最大13.9倍の加工を鍛造困難なSUJ2などの硬い材質でも実現し、量産化をしています。
超深穴冷間鍛造加工事例
従来工法(ドリル加工)では12.4秒の加工時間がパーツフォーマで1秒に短縮
 |
加工時間 |
▲92% |
| 重量比 |
▲40% |
| コスト |
▲20% |
深穴冷間鍛造部品一覧
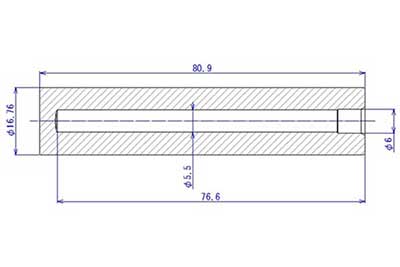
トランスミッション向けプラネタリピン用冷間鍛造部品 (1)
 |
材質 |
SAE5120 |
| 外径 |
16.76mm |
| 全長 |
80.9mm |
| 加工率 |
10.8% |
| L/D |
13.9倍 |
トランスミッション向けプラネタリピン用冷間鍛造部品 (2)
 |
材質 |
SUJ2 |
| 外径 |
8.55mm |
| 全長 |
40.5mm |
| 加工率 |
17.7% |
| L/D |
8.7倍 |
トランスミッション向けプラネタリピン用冷間鍛造部品 (3)
 |
材質 |
SUJ2 |
| 外径 |
31.7mm |
| 全長 |
49.8mm |
| 加工率 |
38.6% |
| L/D |
2.2倍 |
パワーステアリング向けシャフト用冷間鍛造部品
 |
材質 |
S45C |
| 外径 |
19.4mm |
| 全長 |
116.5mm |
| 加工率 |
23.6% |
| L/D |
12.4倍 |
ソレノイドバルブ向けケース用冷間鍛造部品
 |
材質 |
ELCH2 |
| 外径 |
29.0mm |
| 全長 |
37.5mm |
| 加工率 |
77.9% |
| L/D |
1.3倍 |